




コラム
Column

めっき加工の現場から、技術や品質へのこだわり、業界の最新動向などをお届けします。
現場の声や知見を通じて、エルグのものづくりを深掘りするコラムです。
2025.08.06
めっきって何故必要?
めっきって何故必要なのでしょう?
「めっき」は、素材の弱点を補ったり、素材をパワーアップさせたりその役割
は様々です。
めっきをする際には、目的がはっきりしているとめっきの種類や、膜厚などの選定がしやすくなります。
なので、今回は、めっきの機能について紹介します。
【防食性】めっきの防食性とは、めっきされた部品が環境に晒された場合の腐食防止機能のことで、サビの発生による素地の浸食を防止する性能です。
金属を組み合わせた場合、そこに電解質溶液が介在すると電池作用が生じ、各物質の電位が卑になる方が選択的に腐食します。
防食めっきが得意なのは、「亜鉛めっき」と「スズめっき」です。
特に、サビやすい鉄鋼製品には、亜鉛めっきが一般に選定されています。
この防食性を「犠牲溶解型」といいます。

亜鉛は鉄よりイオン化傾向が大きいので、亜鉛が溶けて鉄を守るんですね。
一方、鉄上にニッケルめっきをした場合、めっき皮膜自体がもつ耐食性、これを「バリヤー型」といいますが、もしめっき皮膜に、ピンホールやキズなどがあった場合、鉄を守れずに溶けてしまいます。

有名な、トタンは、鉄に溶融亜鉛めっき、ブリキは、鉄に溶融スズめっきしたものです。
亜鉛めっきは、鉄鋼材料の耐食性向上に一役買っている訳ですが、完全無敵というわけではなくて、亜鉛めっきの表層は、実は腐食されやすいんですよね。
なので、亜鉛めっきの表層を守るために、通常亜鉛めっきの後処理として、「クロメート処理」を行います。
変色防止のコラムにも書きましたが、通常、クロム酸またはその塩を含む処理液に浸漬することでクロメート被膜を形成させます。
現在では、RoHS指令(Restriction of Hazardous Substances:有害物質使用制限指令)やELV指令(End-of-Life Vehicles:廃車指令)などによって六価クロムであるクロム酸を使用せず、三価クロムを使用した化成皮膜が用いられるようになりました。
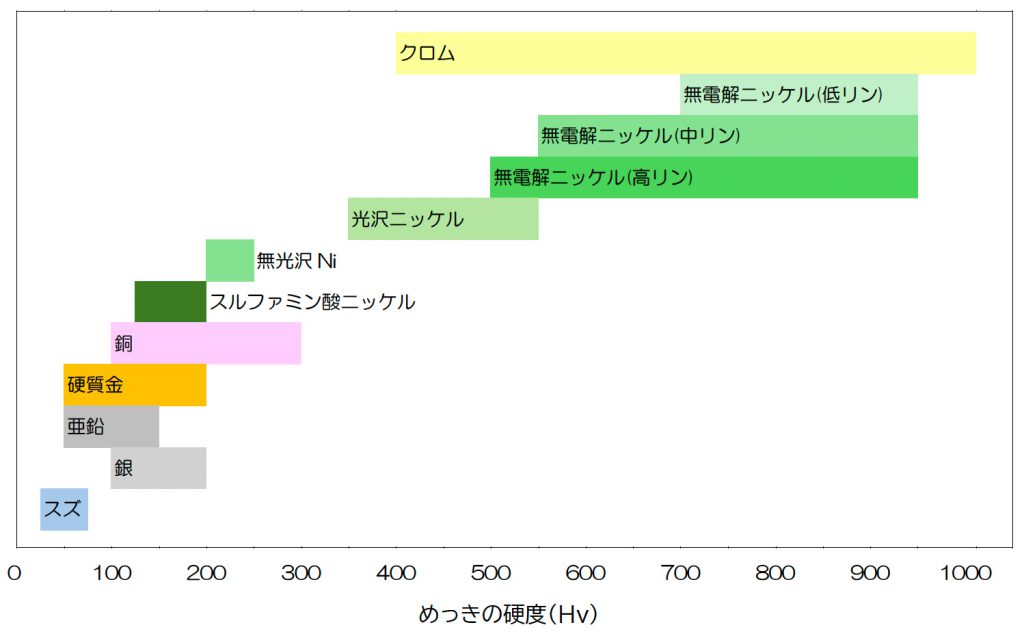
【耐摩耗性】一般的に、「硬さ」とも言われ、機械部品・自動車部品・工具・金型など工業製品に必要とされる性能です。
通常めっき皮膜の膜厚は、数μm:マイクロメートル(1mmの1000分の1)ほどですが、
一部の単一金属めっきや合金めっきから得られた被膜は、冶金(やきん:鉱石他から金属を精製し加工すること)に見られない特性があり、特にCr、Rh、Ni-P、Co-Ni、Cr-Mo、Cr-Cめっきなどは耐摩耗性に優れています。
また、特に合金めっきは、めっき後に加熱することで更に硬度が上がることが知られています。
めっきの硬度は、めっきの条件や添加剤、合金金属、膜厚などで変化しますので、正確な数値を記載するのは難しいのですが、大体のイメージはこのようになります。

お問い合わせ
Contact
お問い合わせフォームはこちら
お電話でのお問い合わせ

0274-62-2421

営業日カレンダー