




コラム
Column

めっき加工の現場から、技術や品質へのこだわり、業界の最新動向などをお届けします。
現場の声や知見を通じて、エルグのものづくりを深掘りするコラムです。
2025.11.05
錫について
錫は、古くから多くの分野で活躍してきた金属です。
スズ単体だけでなく、青銅、はんだなどの合金や鉄板上に錫めっきを施したブリキなどがあります。
スズの特徴は、外観が明るい色調であること、特にめっき被膜と
しては銀白色の半光沢や鏡面光沢であるので、装飾に利用できます。
大気中でも変色しにくく、うすい酸や有機酸にも強いので、食品中の酸にも耐えられ他の金属に比べて毒性がとても低いので食品用器具の防食にスズめっきが用いられています。


ちょっと話が逸れますが、「有機酸」ってなんだか知ってますか?
有機酸は文字通り、酸性の有機化合物のことです。
具体的には、梅干しなどの「クエン酸」、お酢の「酢酸」、リンゴの「リンゴ酸」などがあります。
更にしつこいですが、「無機酸」は?
有機酸と無機酸の違いは、ズバリ、『炭素』があるかないかです。
なので、無機酸は、塩酸、硫酸、硝酸など炭素を含まない酸のことなんですね。
おっと、このままだと脱線してしまいますので、そろそろ本題に戻ります。
スズめっきの特徴はまだあって、他の金属に比べて軟らかくて展延性が良く、他の金属となじみやすいので、軸受部品や電気接点、摩耗部品のめっきとしても利用されています。
現在、実用化しているめっき浴はこのようなものがあります。
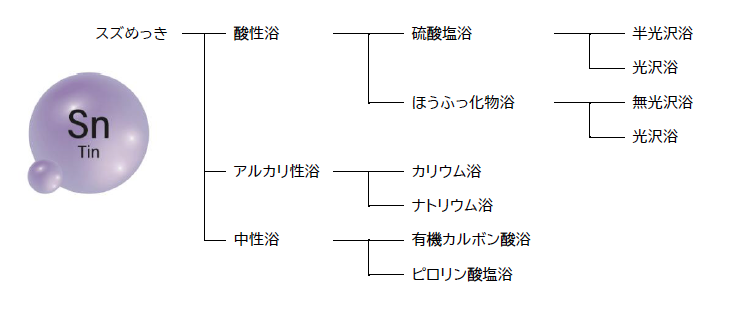
【硫酸塩浴】この浴は、陰極電流効率が90~100%と非常に優れています。
二価スズから電着するので、アルカリ浴のスズ酸ナトリウムの約2.6倍
効率が良いと言われています。
この浴で重要なのが添加剤で、乳白色または半光沢の場合、ゼラチン、β-ナフトール、クレゾールスルホン酸などが使われます。
また、光沢の場合には、これらの添加剤の他、芳香族有機アミン、脂肪族アルデヒド、ケトン類またはその合成物質や分散剤、ホルマリンなどが使われていて添加剤の選定が重要なめっき浴です。
また、このめっきは自己洗浄力が悪いので、めっき前の脱脂は完璧に行わなければなりません。
更に、鉄系素材へのめっきは密着性に問題があるため、下地めっきが必要になります。
また、銅や銅系素材には、はんだ付性や経時変化を考慮して、ピックリングや下地めっきが必要になります。

【ほうふっ化物浴】ほうふっ化物浴の長所は、ほうふっ化銅めっきと同様で、電流効率がほぼ100%で広い電流密度範囲を有し、微結晶で平滑なめっきが可能です。
更に、1分間に2μmの高速めっきが可能です。
短所は、排水中のふっ素化合物の処理設備や管理が複雑なことです。
なので、最近はあまり使用されていません。
【アルカリ性浴】は、カリウム浴とナトリウム浴の2種類がありますが、現在は陰極電流効率が高く、高電流密度でめっきが可能なカリウム浴が好まれています。
アルカリ性浴の長所は、液組成が単純なのでめっき液の管理やめっき方法も基本中の基本なので問題が起きにくいことです。
加えて、めっきの均一性が優れており、弱電流密度から高電流密度までほぼ同じ色調でめっき厚も調整しやすく、つきまわりが良いことです。
なので、均一なめっき厚が要求される製品や、複雑な形状の製品へのめっきに適しています。
短所は、通常60℃以上でめっきするので、蒸発が激しく液濃度が変化しやすく、更に作業環境の悪化が心配なところです。
また、めっき浴中のスズ酸イオンが加水分解され、めっき槽にメタスズ酸として沈殿してしまうことも厄介な問題です。
【有機カルボン酸浴】中性浴で酸やアルカリに弱いセラミック複合部品など
の素材のめっきに使われます。
硫酸浴と比較して、この浴から得られるめっき被膜は緻密で、独特の白色光沢の外観をしています。
錯塩浴の他のめっきと同様に、高電流部の効率が低いので均一電着性が優れています。
他の特徴としては、浴の管理が簡単で、中性なので設備等の腐食の心配が無いことです。
【ピロリン酸塩浴】この浴の特徴は、有機添加物の少ない中性浴で陰極電流効率が非常に高いことです。
有機カルボン酸浴と同様にセラミックス、ガラス、プラスチックのような素材を使用している電子部品へのめっきに適しています。
めっき作業条件としては、電圧を高く設定した方が、白色の外観が得られます。
また、浴温は50℃以上の高めの温度が良く、低いとムラになりやすいです。

更に、スズめっきが電子部品に多く利用されている理由のひとつに「はんだ付け性」が優れていることがあります。
但し、スズめっきのはんだ付け性の良し悪しは、めっき後の経過時間、めっき膜厚などで決まります。
めっき直後のはんだ付け性は非常に良く、めっき厚は3~5μmほどが良いとされています。
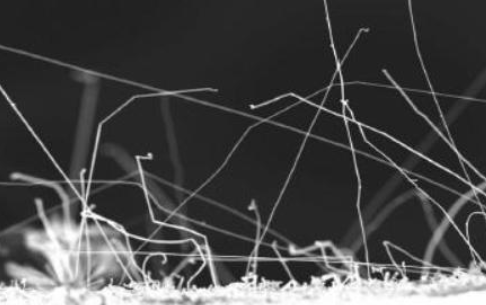
ところで、「ウイスカー」という言葉を聞いたことありますか?
元々、「ひげ」という意味ですが、この場合は、結晶表面からその外側に向けて髭状に成長した結晶のことで、めっき表面に発生し成長して電子部品のトラブルを招きます。
ウイスカーが発生する金属は、スズ、亜鉛、カドミウム、鉄、銀などがありますが、最も発生しやすくて成長が速いのがスズなんです。
電気スズめっきにおいてウイスカーの発生しやすい原因としては、
①黄銅、亜鉛素地または、下地めっきに亜鉛合金を用いた仕様
②めっき後に、高温、高湿度下におかれた場合
③めっき膜厚が薄い仕様(0.5~5μm)
④めっきや素地に残留応力がある

なので、対策として以下のことを発生防止として行っています。
①黄銅、亜鉛素地への下地めっき銅またはニッケルめっきを行う
②スズめっき後、溶融化熱処理または、150~180℃で1~3時間ほど加熱する
③スズめっきの膜厚を上げる
④鉛(5%以上)を含有させる
ま、最近はRoHS指令対応で、はんだめっきが敬遠されているので④はあまりないかな?
冒頭に触れた防食についてですが、多用されているのが缶詰、特に、果物や野菜のものが多いです。
果実缶詰や一部の野菜缶詰は、国際的にブリキ缶(スチールにスズメッキをしたもの)が使われています。
その理由は、缶詰を貯蔵している間に、果実や野菜に含まれている空気により微量のスズが溶け出ることによって、内容物の色や香りなどの品質が変化するのを防ぐことができるためです。
溶け出た微量のスズは、人体に蓄積しないで、排泄されてしまうことがわかっています。
このようにスズは食品衛生上安全であることから、世界中で伝統的にこれらの缶詰には内面に塗装を施していないブリキ缶が使われています。
お問い合わせ
Contact
お問い合わせフォームはこちら
お電話でのお問い合わせ

0274-62-2421

営業日カレンダー