




コラム
Column

めっき加工の現場から、技術や品質へのこだわり、業界の最新動向などをお届けします。
現場の声や知見を通じて、エルグのものづくりを深掘りするコラムです。
2026.04.08
クロムめっきについて
クロム は、灰色がかった白色の金属です。
磨くと素晴らしい光沢を放ちます。
また、とても硬くて、耐摩耗性、耐食性、耐熱性、密着性などが良くて工業用に重宝されています。
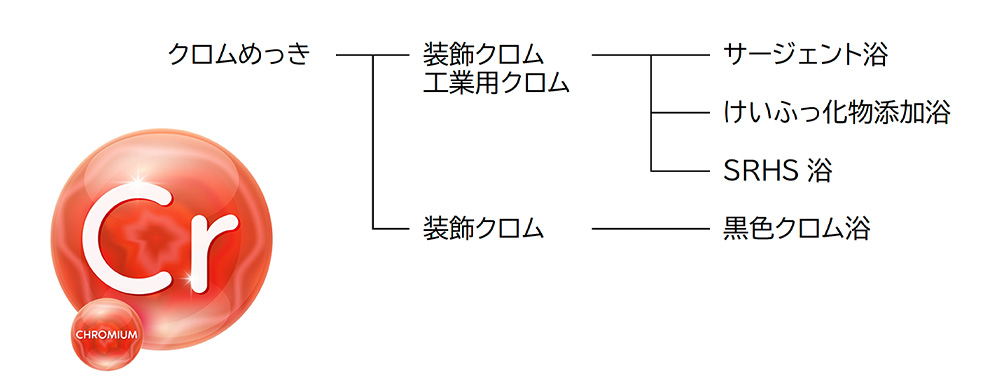
クロムめっきには、大きく分けて装飾用のクロムめっきと工業用の硬質クロムめっきがあります。
一般装飾用には、最上層に薄くクロムめっきをのせますが、この皮膜は光沢が良く、通常の大気中でも光沢は衰えません。
なので、ニッケルめっきの保護膜として活用され、更にこの光沢は特有の深みのある金属光沢を持つので、あらゆる部品の最終仕上げとして活用されています。

現在、実用化しているめっき浴はこのようなものがあります。
クロムめっきは、他のめっきと比べてかなり特殊なめっきです。
めっき原材料には、強酸化性の無水クロム酸(別名:三酸化クロム、酸化クロム(Ⅵ))[CrO3]が沢山使われます。
無水クロム酸は、労働安全衛生法、化審法、PRTR法、消防法、毒劇法、水濁法、土対法など様々な法規制で規制される危険な物質です。
また、硫酸やフッ化物が使われるので、設備の腐食がとんでもないのです。
更に、金属濃度が高いのでめっき液の粘度が大きくて、汲み出しが多く、製品の洗浄回数も他のめっきよりも多く必要になります。
クロムめっきの陽極は、鉛や鉛合金が使われるので、クロム金属の補給は薬品だけになります。
他のめっきのように陽極からの金属補給が出来ないため、薬品の使用量が多くなります。
更に、陰極電流効率が10~25%ととても低いので、めっき速度がとっても遅いのです。
加えて、陽極電流効率は0%なので、陰極から水素ガス、陽極から酸素ガスが多量に発生するので、爆発しないように十分な換気が必要になります。

更に、このガスに付着しためっき液がミストとなって多量に発生するので、ミストが製品に付着したり、他のめっき液に混入したりすることでトラブルの原因になることがあります。
めっきの手法としては、一般に引掛け治具に取り付けてめっきしますが、引掛け治具の作製や被めっき物の掛け方、引掛け治具の手入れが重要です。
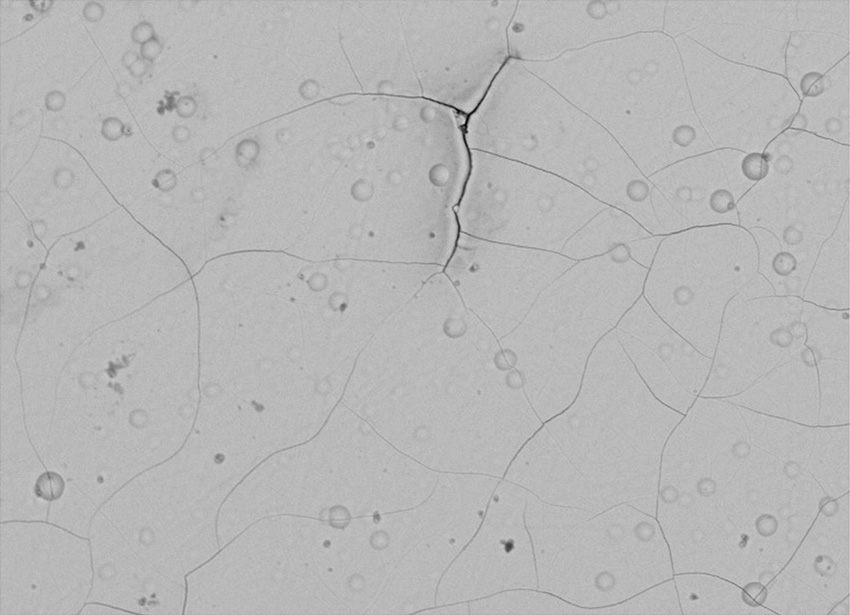
めっきの厚さは、装飾めっきでは0.1~0.5μmほどですが、薄い場合はピンホールが多くなり、また、厚い場合は、クラック(ひび割れ)が生じてしまいます。
均一電着性や被覆力が劣るので、めっきが厚くなりがちな部品の先端部のような高電流密度部にはクラックが生じやすく、凹部のような低電流部にはめっきがつきにくいのです。
クロムめっきは、自然環境において表面に薄い不活性膜が生成しますが、これが強い防食性となります。
しかし、通常推奨されているめっき膜厚0.25~0.5μmであっても内部応力が高いので、大きなクラックが発生すると下地ニッケルめっきが腐食してしまいます。
そのため、意図的に細かいクラックやポアー(小孔)をめっき層に発生させたり、機械的な方法で細かいキズを付けたりすることで耐食性を上げる「マイクロディスコンティニュアスクロムめっき(MDC)」という高耐食性クロムめっきが開発されました。
クロムめっきには他に黒色クロムめっきというのもあります。
このめっきは、装飾用として耐食性が良く、下地めっきの厚さを抑えることが出来るので、色々な部品に採用されていました。

精度を要求する機械部品の防食めっきとして、また、ネームプレートのような鮮明度が望まれる部品などです。
ステンレス鋼や亜鉛ダイカストに直接めっきが可能で塗料の密着も良好です。
ただ、近年では、RoHS指令などの法規制によって、クロムめっきは人気がなくなっているのが現状です。
お問い合わせ
Contact
お問い合わせフォームはこちら
お電話でのお問い合わせ

0274-62-2421

営業日カレンダー